



Wat is een veeslachtlijn?
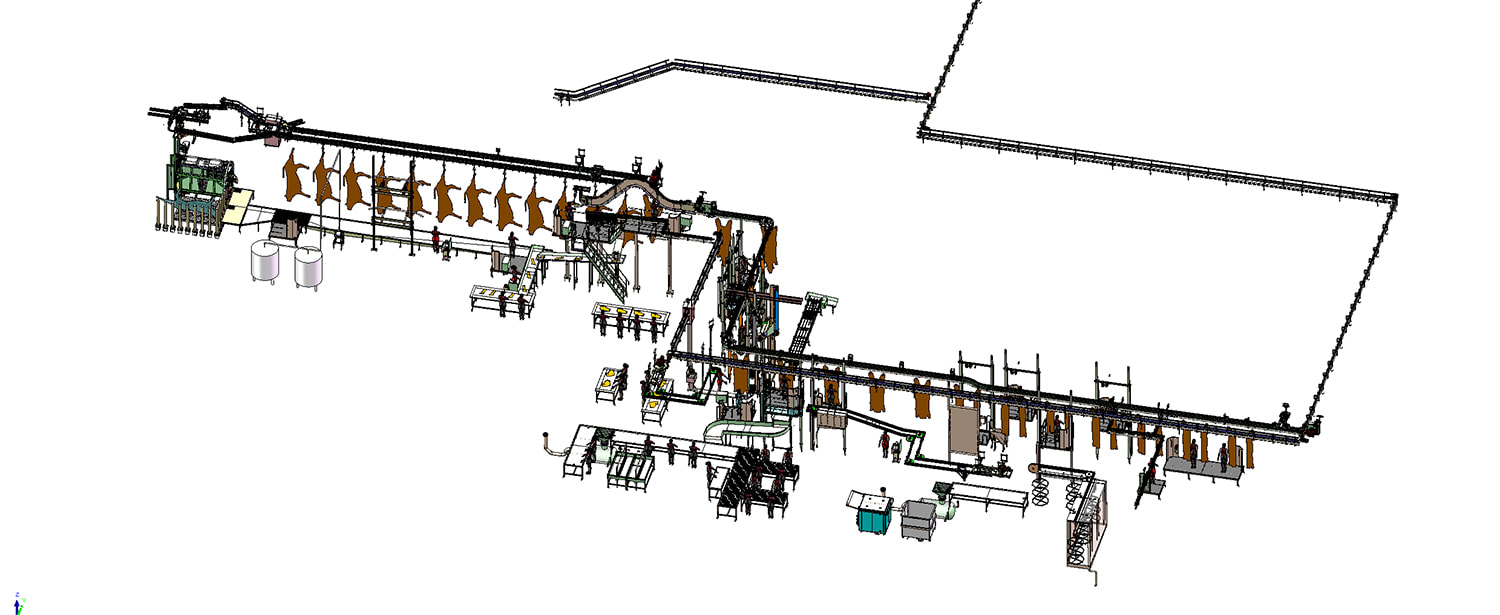
Een veeslachtlijn is een systematisch opgestelde reeks machines, transportbanden, werkstations en gereedschappen die samen het volledige proces uitvoeren van het omzetten van levend vee in geklede karkassen, klaar voor verdere verwerking, koeling of distributie in de detailhandel. Ook wel runderslachtlijn of runderverwerkingslijn genoemd, het is de operationele ruggengraat van elk modern slachthuis of rundvleesverwerkingsbedrijf. De lijn is ontworpen om elke opeenvolgende stap af te handelen – van de aankomst en de verdoving van levende dieren tot en met het verbloeden, villen, van de ingewanden verwijderen, splitsen en de eindinspectie – in een continue, gecontroleerde en hygiënische workflow.
Het concept achter een runderslachtlijn is efficiëntie door middel van sequentiële stroom. In plaats van stationaire verwerking waarbij werknemers rond het dier bewegen, beweegt het karkas zich langs een bovengronds railsysteem, terwijl gespecialiseerde werknemers of geautomatiseerde apparatuur specifieke taken uitvoeren op vaste stations. Deze aanpak verhoogt de doorvoer dramatisch, vermindert het risico op kruisbesmetting en maakt nauwkeurige kwaliteit- en hygiënecontrole bij elke stap mogelijk. Een goed ontworpen rundvleesslachtlijn kan tussen de 20 en meer dan 400 stuks vee per uur verwerken, afhankelijk van de schaal, het automatiseringsniveau en de omvang van de operatie.
Modern lijnen voor het slachten van vee zijn ontworpen om te voldoen aan strenge voedselveiligheidsvoorschriften, dierenwelzijnsnormen en milieueisen. Of u nu een klein regionaal slachthuis of een grootschalige industriële rundvleesfabriek bouwt, begrijpen hoe deze lijnen zijn gestructureerd – en wat een goed gebouwde lijn scheidt van een slecht ontworpen lijn – is essentieel voor het nemen van goede investeringsbeslissingen en het bereiken van veilige, efficiënte en conforme activiteiten.
Het stapsgewijze proces van een veeslachtlijn
Elke veeverwerkingslijn volgt een gedefinieerde volgorde van handelingen. Elke stap bouwt voort op de vorige en de hygiëne, snelheid en precisie in elke fase hebben rechtstreeks invloed op de kwaliteit en veiligheid van het eindproduct. Hier is een gedetailleerd overzicht van het volledige proces:
Lairage en dierenopvang
Voordat er met de verwerking wordt begonnen, wordt het vee gedurende een verplichte rustperiode van doorgaans 12 tot 24 uur in een stalling gehouden, in hokken in de slachtinrichting. Deze rustperiode is van cruciaal belang voor zowel het dierenwelzijn als de vleeskwaliteit. Gestresste dieren laten cortisol vrij en putten spierglycogeen uit, wat de pH van de spieren verhoogt en leidt tot donker, stevig, droog (DFD) rundvlees – een ernstig kwaliteitsgebrek. Tijdens de stalling hebben de dieren toegang tot water en wordt er een getrainde ante-mortem-veterinaire inspectie uitgevoerd om dieren die tekenen van ziekte, verwondingen of ongeschiktheid voor de slacht vertonen, te identificeren en te scheiden. Alleen dieren die de antemortemkeuring doorstaan, gaan naar de slachtlijn.
Prachtig
Het vee wordt uit de stal gedreven via een trekhok en een race met één rij naar een verdovingsbox: een smalle, afgesloten stal die het dier vasthoudt voor de verdovingsprocedure. Effectieve bedwelming zorgt ervoor dat het dier onmiddellijk en onomkeerbaar bewusteloos raakt voordat het gaat bloeden, wat in de meeste landen zowel een dierenwelzijnsvereiste als een regelgevend mandaat is. De meest gebruikte methode is penetrerende verdoving, waarbij een pneumatisch of kruitapparaat een stalen grendel in de voorhoofdskwab van de hersenen afvuurt. Een juiste positionering – gericht op het snijpunt van twee diagonale lijnen, getrokken vanaf de basis van elke hoorn naar het andere oog – is van cruciaal belang voor een zuivere, effectieve verdoving. Sommige faciliteiten, met name die welke voor halal of koosjere markten worden verwerkt, maken gebruik van niet-penetrerende verdovingsmethoden of verdovingsmethoden onder gecontroleerde atmosfeer die voldoen aan de religieuze slachtvereisten.
Aanhaken en hijsen
Onmiddellijk na het bedwelmen wordt het dier met één of beide achterpoten vastgeketend met behulp van een ketting of beugel die aan het bovenrailsysteem is bevestigd. Een takel – handmatig of elektrisch – tilt het verdoofde dier van de vloer en op de ontluchtingsrail. De snelheid tussen het bedwelmen en het hijsen is van cruciaal belang: de periode tussen het effectief bedwelmen en het begin van het bloeden moet tot een minimum worden beperkt – idealiter minder dan 60 seconden – om ervoor te zorgen dat het dier tijdens het bloedingsproces bewusteloos blijft en om de bloedafvoer uit het karkas te maximaliseren.
Bloeden (plakken)
Op de bloedingsrail voert een ervaren operator de stekende snede uit, waarbij de belangrijkste bloedvaten aan de basis van de nek (de halsslagaders en halsaderen) worden doorgesneden met een lang, scherp steekmes. Het karkas wordt doorgaans ingesloten in een bloedingskast of boven een afvoerbak geplaatst om bloed op te vangen, dat kan worden teruggewonnen voor destructie, farmaceutisch gebruik of de productie van bloedmaaltijden. Het vee wordt minimaal drie tot vijf minuten verbloed. Onvolledige bloeding is een van de meest voorkomende oorzaken van een slecht uiterlijk van het karkas, wat resulteert in donker, met bloed besmeurd vlees. Bij het halal slachten moet de steeksnede alle gespecificeerde vaten in één enkele, snelle beweging doorsnijden terwijl het dier naar de qiblah kijkt – en de procedure moet worden uitgevoerd door een getrainde moslimslachter met de passende zegen.
Hoofdverwijdering en huidverwijdering (villen)
Na het bloeden wordt het hoofd bij het atlasgewricht verwijderd en overgebracht naar een speciaal hoofdinspectierek, waar het postmortem veterinaire inspectie ondergaat op tekenen van ziekte, met name onderzoek naar de lymfeklieren van tuberculose. Het hoofd blijft tijdens de inspectie geïdentificeerd met het karkas. Het villen – het verwijderen van de huid – volgt, en gaat in een bepaalde volgorde van de onderbenen naar het lichaam. Moderne slachtlijnen voor vee maken gebruik van een combinatie van handmatig meswerk aan de benen, buik en rug, gevolgd door een mechanische huidtrekker die de huid in een enkele neerwaartse beweging van het karkas verwijdert. Huidtrekkers verminderen het risico op besmetting van het karkas met huidbacteriën aanzienlijk en verminderen de arbeidsvereisten in vergelijking met volledig handmatig villen.
Evisceratie
Evisceratie — removal of the internal organs — is one of the most hygiene-critical steps on the entire slaughter line. The abdominal and thoracic cavities are opened and the gastrointestinal tract, stomach, intestines, liver, lungs, heart, and other organs are removed. Strict protocols are followed to prevent gut contents from contaminating the carcass: the bung (rectum) is tied off before removal, and the esophagus is clamped or sealed before the stomach is cut free. Organs destined for human consumption (offal such as liver, heart, and tongue) are placed on a dedicated viscera inspection trolley that travels alongside the carcass, maintaining the identity link required for post-mortem inspection. Any contamination of the carcass with gut contents or fecal material at this stage requires immediate trimming and decontamination.
Splitsen
Na het verwijderen van de ingewanden wordt het karkas in de lengterichting langs de wervelkolom in twee helften (zijkanten) gespleten met behulp van een aangedreven lintzaag of een heen en weer gaande kloofzaag. De splitsing moet precies het midden van de wervelkolom volgen om symmetrische zijkanten te creëren en de verwijdering van het ruggenmerg te vergemakkelijken – een verplichte stap in veel landen als onderdeel van de controles op gespecificeerd risicomateriaal (SRM) voor boviene spongiforme encefalopathie (BSE). Het ruggenmerg, samen met de schedel, de wervelkolom en andere gespecificeerde weefsels van oudere dieren, wordt geclassificeerd als SRM en moet onder strikte wettelijke controles worden verwijderd en afgevoerd in gebieden met BSE-risico.
Post-morteminspectie, trimmen en wassen
De karkashelften gaan naar het postmortemkeuringsstation, waar een door de overheid geautoriseerde dierenarts of vleesinspecteur het karkas, de organen en het hoofd onderzoekt op tekenen van ziekte, pathologie of besmetting. Gepasseerde karkassen kunnen vervolgens worden getrimd om eventuele zichtbare verontreiniging, kneuzingen of SRM-materiaal te verwijderen, gevolgd door een laatste hogedrukwaterwassing om botstof, oppervlaktebacteriën en eventuele resterende verontreiniging te verwijderen. Sommige faciliteiten passen in dit stadium ook antimicrobiële interventies toe, zoals organische zuursprays (melkzuur of azijnzuur) om de bacteriële belasting aan het oppervlak te verminderen en de houdbaarheid te verlengen – een praktijk die standaard is in de Verenigde Staten, maar anders wordt gereguleerd in de EU.
Wegen, sorteren en koelen
Geïnspecteerde en gewassen karkashelften worden gewogen op een in-line railweegschaal en kunnen worden beoordeeld op kwaliteit en opbrengstclassificatie (USDA Prime/Choice/Select in de VS, of EU-classificatiesystemen in Europa). De karkassen worden vervolgens overgebracht naar koelkamers waar ze binnen een bepaald tijdsbestek worden gekoeld tot een interne temperatuur van minder dan 7 °C (45 °F), doorgaans binnen 24 tot 36 uur voor grote karkassen van runderen. Snel en uniform koelen is van cruciaal belang voor de voedselveiligheid, de malsheidsontwikkeling en de houdbaarheid. In installaties met een hoge verwerkingscapaciteit worden snelkoeltunnels en zorgvuldig gecontroleerde luchtstroompatronen gebruikt om koelsnelheden te bereiken die aan de eisen voldoen.
Kernuitrusting in een veeslachtlijn
Een complete runderrundvleesverwerkingslijn omvat een breed scala aan gespecialiseerde apparatuur. De kwaliteit, het ontwerp en het onderhoud van elk apparaat zijn rechtstreeks van invloed op de doorvoer, de hygiëne, de veiligheid van de werknemers en de kwaliteit van het karkas. Hier is een overzicht van de essentiële apparatuurcategorieën:
| Uitrusting | Functie | Belangrijkste kenmerk om te evalueren |
| Prachtig Box | Houdt het dier vast voor verdoving | Ontwerp voor dierenwelzijn, gemakkelijk schoon te maken |
| Captive Bolt-knaller | Maakt dier bewusteloos | Penetratiediepte, onderhoudsbetrouwbaarheid |
| Hijs- en transfersysteem | Tilt het karkas op de ontluchtingsrail | Hefvermogen, snelheid, veiligheidsvoorzieningen |
| Bovengronds railsysteem | Verplaatst het karkas door alle stations | Spoorbreedte, draagvermogen, corrosiebestendigheid |
| Bloedkast / trog | Verzamelt bloed tijdens het bloeden | Bloedterugwinningsefficiëntie, drainageontwerp |
| Trekker verbergen | Verwijdert de huid mechanisch | Trekkracht, controle van karkasverontreiniging |
| Evisceratie Platform | In hoogte verstelbaar werkplatform voor orgaanverwijdering | Ergonomie, hygiëne, verstelbaarheidsbereik |
| Ingewandeninspectiewagen | Houdt organen naast het karkas vast voor inspectie | Identiteitsregistratie, gemakkelijke opschoning |
| Karkas kloofzaag | Splitst het karkas langs de wervelkolom | Mestype, snijprecisie, SRM-controle |
| Hogedrukkarkaswasmachine | Laatste ontsmettingswas van het oppervlak | Waterdruk, dekking, waterrecycling |
| Inline spoorweegschaal | Weegt karkashelften automatisch | Nauwkeurigheid, gegevensintegratie met fabrieksbeheersysteem |
| Messterilisatie-eenheden | Reinigt messen tussen de sneden door | Watertemperatuur (minimaal 82°C), debiet |
Ontwerpprincipes voor hygiëne en voedselveiligheid
Hygiëne is het belangrijkste ontwerpcriterium in een runderslachtlijn. Bij elke structurele, apparatuur- en workflowbeslissing moet prioriteit worden gegeven aan het voorkomen van microbiologische besmetting van karkassen en het faciliteren van effectieve reiniging en ontsmetting. De volgende principes zijn van fundamenteel belang voor het ontwerp van een hygiënische slachtlijn:
- Schone/vuile stroomscheiding: De lijn moet fysiek zo zijn ontworpen dat de schone karkaszijde nooit de paden kruist met vuile gebieden, zoals de huidverwijderingszone, maag- en darmverwerkingszones of afvalverwijderingsroutes. In een goed ontworpen fabriek volgen de luchtstroom, de personeelsbeweging en de materiaalstroom allemaal een strikte richting van schoon naar vuil.
- Roestvrij stalen constructie: Alle oppervlakken, apparatuurframes, rails, platforms en transportbanden die in contact kunnen komen met karkassen of kunnen worden blootgesteld aan bloed, water of stoom, moeten zijn gemaakt van roestvrij staal van voedingskwaliteit (meestal 304- of 316-kwaliteit). Roestvrij staal is bestand tegen corrosie, verdraagt chemische ontsmettingsmiddelen en heeft geen oppervlakteporositeit voor bacteriële huisvesting.
- Messenhygiënestations: Er moeten meerdere messterilisatie-eenheden – met water dat op minimaal 82°C (180°F) wordt gehouden – over de hele lijn worden geplaatst, zodat operators hun messen tussen elk karkas kunnen steriliseren. Dit is in de meeste rechtsgebieden een wettelijke vereiste en de primaire controle om kruisbesmetting tussen dieren te voorkomen.
- Zero-karkas-vloercontactbeleid: Zodra een karkas op de bovenrail is gehesen, mag het nooit meer de vloer, muren of een niet-gezuiverd oppervlak raken. De railhoogte, het platformontwerp en de positionering van de apparatuur moeten allemaal worden ontworpen om dit tijdens elke verwerkingsstap te garanderen.
- Drainage en waterbeheer: Vloeren moeten aflopen (minimaal 2%) richting afvoerkanalen, met voldoende afvoercapaciteit om de piekwaterstroom tijdens werkzaamheden en schoonmaakwerkzaamheden op te vangen. Drainagesystemen moeten voorkomen dat water van vuile naar schone zones stroomt.
- Integratie van antemortem- en postmorteminspecties: De lijnindeling moet voorzien in speciale, goed verlichte inspectiestations met voldoende toegang voor de officiële dierenarts om karkassen, koppen en ingewanden systematisch te onderzoeken zonder de lijnstroom te onderbreken.
Planning van doorvoercapaciteit en lijnsnelheid
Het goed krijgen van de capaciteit en snelheid van een runderslachtlijn is een van de meest consequente technische beslissingen bij het ontwerpen van installaties. Een lijn die te langzaam is, laat capaciteit en winstgevendheid op tafel; één die te snel is, veroorzaakt risico's voor de voedselveiligheid, schendingen van het dierenwelzijn en verwondingen van werknemers. Zo kunt u nadenken over capaciteitsplanning:
Doeldoorvoer definiëren
Begin met uw realistische dagelijkse en jaarlijkse slachtdoelen, waarbij u rekening houdt met geplande bedrijfsuren, ploegendiensten en seizoensvariaties in het veeaanbod. De meeste slachtlijnen draaien één of twee ploegendiensten van acht tot tien uur per dag. Houd bij het berekenen van de nettoproductietijd rekening met geplande stilstand voor schoonmaak en ontsmetting (doorgaans één tot twee uur per dienst). Een gebruikelijke maatstaf voor een middelgroot slachthuis is 50 tot 100 stuks per uur; grote industriële installaties draaien op 200 tot 400 stuks per uur.
Knelpuntenanalyse
Elke slachtlijn heeft een knelpunt: het ene station of de handeling die de maximale snelheid van de hele lijn beperkt. Het verwijderen van de ingewanden en het splitsen zijn gewoonlijk de snelheidsbeperkende stappen. Wanneer u een nieuwe lijn plant of een bestaande lijn upgradet, identificeer dan de knelpunten en ontwerp eromheen. Het toevoegen van automatisering op de knelpunten, zoals geautomatiseerd borstzagen of robotische panklaarsystemen, kan de doorvoer aanzienlijk verhogen zonder proportionele toename van de arbeid.
Arbeidsvereisten per doorvoer
De arbeidsbehoeften schalen mee met de doorvoer, maar niet lineair: automatisering kan de arbeidsintensiteit van specifieke taken verminderen. Als ruwe richtlijn voor een conventioneel bemande runderslachtlijn:
- 20–50 stuks/uur: Ongeveer 15 à 30 medewerkers op de slachtvloer plus toezicht-, inspectie- en nutspersoneel.
- 50–100 stuks/uur: Ongeveer 30 tot 60 medewerkers op de slachtvloer met meer specialisatie van taken op elk station.
- 100–200 stuks/uur: 60–120 werknemers met een hoge taakspecialisatie, een ergonomisch werkstationontwerp en doorgaans enkele geautomatiseerde hulpmiddelen voor het trekken van huiden, het snijden van borsten en het wassen van karkassen.
- 200 stuks/uur: Grote industriële fabrieken op deze schaal investeren zwaar in robot- en geautomatiseerde systemen om de arbeidskosten, de consistentie en het ergonomische letselrisico te beheersen.
Belangrijke factoren om te evalueren bij het kopen van een veeslachtlijn
Investeren in een runderslachtlijn is een belangrijke kapitaalbeslissing. Of u nu een compleet kant-en-klaar systeem of afzonderlijke apparatuurcomponenten aanschaft, dit zijn de kritische factoren die u moet evalueren voordat u een besluit neemt:
- Naleving van lokale regelgeving: Controleer of de apparatuur en het lijnontwerp volledig voldoen aan de voedselveiligheids-, dierenwelzijns- en milieuvoorschriften in uw land. Vraag de leverancier om referenties van bedrijfsfaciliteiten in uw rechtsgebied en bevestig dat hun apparatuur wordt geaccepteerd door uw nationale voedselveiligheidsautoriteit.
- Ervaring en referenties van leveranciers: Kies leveranciers met gedocumenteerde ervaring in het ontwerpen en in bedrijf stellen van slachtlijnen voor vee met een vergelijkbare capaciteit en configuratie als die van u. Vraag locatiebezoeken aan bij operationele referentiefabrieken en spreek rechtstreeks met fabrieksmanagers over betrouwbaarheid, after-salesondersteuning en beschikbaarheid van reserveonderdelen.
- Materiaalkwaliteit en constructienormen: Dring aan op een volledig roestvrijstalen constructie voor alle productcontactoppervlakken en structuren in natte ruimtes. Vraag naar materiaalcertificaten en laskwaliteitsdocumentatie. Goedkope lijnen gemaakt van zacht staal of met een slechte laskwaliteit zullen snel corroderen en aanhoudende hygiëneproblemen veroorzaken.
- Automatiseringsniveau en toekomstige schaalbaarheid: Denk niet alleen aan uw huidige doorvoerbehoeften, maar ook aan uw vijfjarig groeiplan. Selecteer een lijnconfiguratie die kan worden opgeschaald – via extra stations, automatiseringsupgrades of verhogingen van de lijnsnelheid – zonder dat een volledige verbouwing nodig is.
- Beschikbaarheid van reserveonderdelen en lokale serviceondersteuning: Stilstand van apparatuur in een slachterij is uiterst kostbaar. Bevestig dat kritieke reserveonderdelen lokaal op voorraad zijn of beschikbaar zijn voor expreslevering, en dat de leverancier over gekwalificeerde servicetechnici beschikt die binnen 24 tot 48 uur kunnen reageren op apparatuurstoringen.
- Totale eigendomskosten: Evalueer de volledige levenscycluskosten van de lijn, niet alleen de aankoopprijs. Houd daarbij rekening met het energieverbruik, het waterverbruik, de kosten van schoonmaakmiddelen, onderhoudsarbeid, reserveonderdelen en de verwachte productieve levensduur van de apparatuur. Een lijn van hogere kwaliteit die vooraf 30% meer kost, maar 25 jaar meegaat met minimale uitvaltijd, levert vrijwel altijd een beter rendement op dan een budgetlijn die frequente reparaties en vroegtijdige vervanging vereist.
- Ondersteuning bij training en inbedrijfstelling: Een complete kant-en-klare leverancier moet zorgen voor installatiesupervisie, inbedrijfstelling en grondige training op locatie voor uw bedienings- en onderhoudspersoneel. Ontoereikende training is een van de meest voorkomende redenen waarom nieuwe slachtlijnen in de eerste maanden van exploitatie ondermaats presteren ten opzichte van hun ontwerpspecificaties.










